双振镜头拼焊实现电子烟发热丝引脚的高效稳定焊接
文/铭镭激光设备有限公司
电子烟是指产生含烟碱(尼古丁)的气溶胶供人抽吸的电子传送产品,是通过发热网丝加热液体来起作用,该液体产生由使用者吸入的气溶胶。目前我国电子烟产业初具规模,根据《2021电子烟产业蓝皮书》数据披露,当前国内电子烟制造及品牌企业超过1500家,电子烟供应链及周边服务企业近10万家,直接与间接带动就业人数约550万人。随着产品技术的不断进步以及电子烟受众人群范围越来越广,电子烟产品也层出不穷。
发热网丝是电子烟内部的关键部件,其与导线之间的焊接质量,直接影响着电子烟产品的质量。
针对发热网丝引脚的焊接应用,铭镭激光设备有限公司特别定制了专用的激光焊接设备和激光焊接工艺。
焊接要求
电子烟发热网丝引脚的激光焊接,如图1所示。需要将发热网丝和圆柱形导线焊接到一起。
发热网丝引脚端的宽度为0.4mm,厚度为0.08mm;圆柱形引脚导线的直径为0.3mm。焊接要求将发热网丝的引脚端与圆柱形引脚贴合,在两者相切处,激光焊点穿透发热网引脚端,使其与圆柱形引脚紧密焊接在一起。
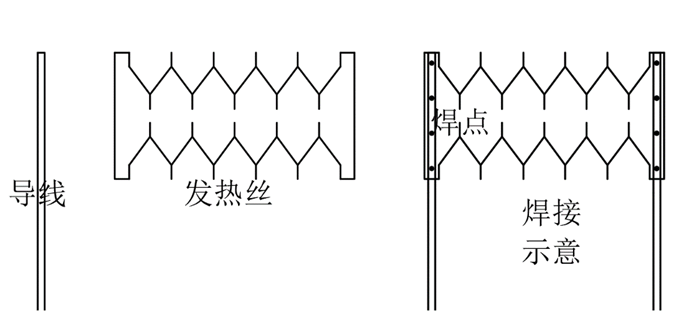
图1:电子烟内部的发热网丝和圆柱形引脚导线的焊接示意图。
现有焊接方式的不足
现有的焊接方法存在生产效率低、焊接品质不稳定、不良率高等不足。
目前的焊接方法,采用传统的YAG激光器,通常需要水冷,需要一段预热时间来稳定光学谐振腔,影响生产效率。另外,YAG设备焊接光斑较大,最小焊点直径通常大于0.4mm,功率密度相对分散,对于薄材料的精密焊接而言,此类激光设备功率波动性大,导致焊接质量不稳定;因此很容易造成虚焊或者发热网引脚端变形、焊穿等情况,导致产品拉力不足、内阻测试不合格、外观不良等缺陷,降低焊接良率。
定位夹具也是影响焊接质量的一个关键环节。目前的焊接定位压合治具采用盖板压合,利用盖板的重力实现产品的紧密贴合。由于产品非常细小,产品的定位精度、压合紧密度对焊接质量影响很大;盖板稍有形变就会导致产品不能紧密贴合,造成发热丝网焊穿、虚焊等不良后果。而且此方法将产品装入治具效率低,位置准确度差。
目前焊接工作方式采用激光直输焊接头,焊接头固定于Z轴上处于静止状态,由二维平台带动治具移动来实现焊点的位置间距,即每焊接一个焊点工作台就需要移动相应的距离,才能实现下个焊点的焊接。此方式对工作台的重复定位精度有非常高的要求,且治具与二维工作台间需要紧密固定,防止因惯性作用使治具发生偏移,导致焊接点位不准,造成焊接不良。
目前的焊接方式,不但效率低(40个产品,共320个焊点,需要45秒钟完成焊接),而且良率低于80%,造成大量材料浪费和时间浪费。
目前的焊接方式,不但效率低(40个产品,共320个焊点,需要45秒钟完成焊接),而且良率低于80%,造成大量材料浪费和时间浪费。
准连续双振镜头激光焊接工艺
针对上述发热丝网引脚焊接问题,铭镭激光设备有限公司专门定制了ML-WF-ZJ-2D-QHW100准连续双振镜头激光焊接机(见图2),不仅实现了稳定的焊接质量和高效率,而且生产良率高达99%以上。

图2:用于电子烟发热丝网引脚焊接的准连续双振镜头激光焊接机ML-WF-ZJ-2D-QHW100。
其具备如下特征:
(1)双振镜系统一体化控制
设备正常开机后,按照设备操作流程,工控机及控制软件系统开始启动,激光器运行,进入待命状态;当激光器接收到控制软件发出的出光信号后,即可输出激光。所输出的激光为主光路,通过控制软件端口可以设置切光模组的打开、关闭,实现两个扫描头间的光路切换。
(2)高度集中相同硬件配置
振镜扫描系统将会按照控制软件设置好的焊点程序,带动激光运动,并通过F-θ透镜聚焦,使激光作用于工件焊接处,实现产品的有效焊接。两路振镜扫描系统模组的硬件配置一样,所以应用实现的功能一样。
(3)智能化扩大焊接范围
该产品需要的焊接范围为186mm×35mm。针对焊点的需求,选择焦距F=170mm的F-θ透镜,焊接范围为100mm×100mm。采用双振镜头并排设计进行焊接,且双振镜头之间的距离可通过间距调节模组调节,有效焊接范围最大为200mm×100mm,符合焊接要求的范围,即振镜扫描系统模组1焊接产品前93mm×35mm的位置范围,振镜扫描系统模组2焊接产品后93mm×35mm的位置范围,且两光路切换在100ms内完成,很好地实现了双振镜头非移动式拼接焊接。
(4)定制化焊接治具工装
图3中,左图为负磁吸附焊接治具,正面为引脚导向定位槽,用于固定发热丝的引脚。引脚直径0.3mm,治具槽宽0.32mm,槽深0.27mm。引脚入槽后,在治具背面圆柱形强力磁铁的吸附作用下,紧贴于槽内壁。引脚在槽内横向移动空间为±0.01mm,高出治具上表面0.03mm,便于跟发热丝无缝贴合。治具两端有产品定位销钉,尺寸距离跟发热丝模组定位孔对应,将其精准固定,在圆柱形强力磁铁的吸附作用下,发热丝引脚端平面与发热丝导线引脚紧密贴合,如图3中右图所示,此时产品已经为焊接做好了准备。
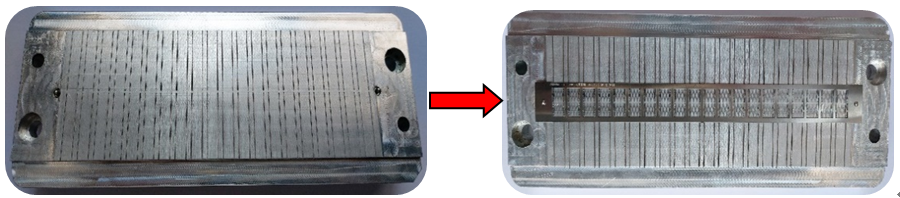
图3:定制化焊接治具。
(5)自动焊接保证品质
通过工控机及控制软件系统,设定好焊接程序、切光程序及功率等相关参数后,即可启动焊接。图4中,左图为焊接后的产品图,中图为单个产品成品图,右图为产品焊接点位放大图。
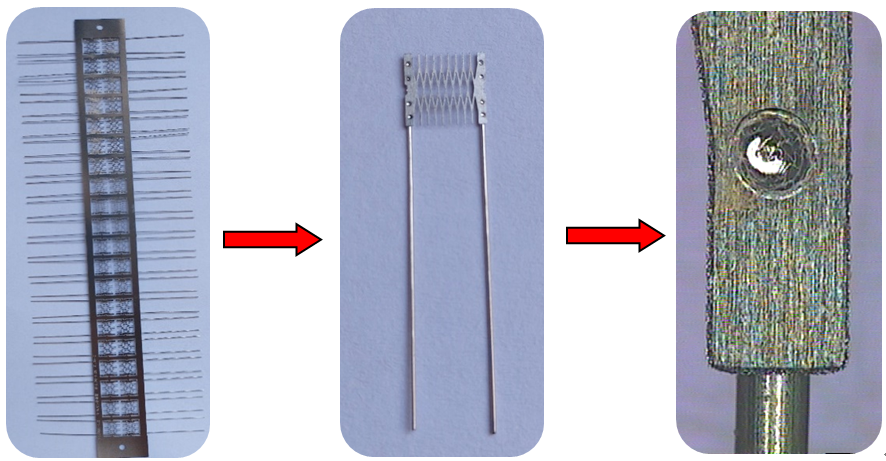
图4:焊接后的产品图(左)、单个产品成品图(中)和产品焊接点位放大图(右)。
主要优势
(1)激光器免维护
该双振镜头激光焊接机的光源为光纤激光器,采用风冷结构。激光器由固体二极管泵浦,当激光器不使用时可以完全关闭,并且能在无需预热时间的情况下,即可获得正确的激光功率。
由于光纤激光器只有在工艺准备就绪时才被打开,因此可实现更高的正常运行时间,1秒钟可稳定输出40个焊点。焊接光斑小,焊点直径可调至0.3mm内,能量密度集中,焊接稳定且精度高,提高产品外观焊接质量,每个焊点能量均匀,且焊接拉力强度基本一致。产品内阻测试稳定,阻值在1.1Ω±0.1Ω间,符合该产品的焊接工艺要求。
(2)磁性吸附定位准确
治具引脚用定位槽定位,发热网丝用定位针定位,两者采用磁铁负磁吸合,使每个产品焊接部位贴合紧密、无间隙,产品装夹方便快捷,并且保证焊接质量的一致性。
(3)焊接速度快、稳定性高
采用时间分光方式实现双振镜焊接头间光路切换,光路切换在100ms内完成,避免治具依靠二维平台移动导致的定位不准,产生焊接不良。此方式生产效率高,40个产品的320个焊点,可在10秒钟内完成焊接,相比传统焊接方法,效率提高了至少3倍以上。焊接质量稳定,良率大于99%。
小结
采用准连续光纤激光器双振镜焊接系统,代替原有的YAG自动平台焊接,焊接效率提高3-5倍,焊接质量稳定,产品良率提高近20%,耗电量也从每小时8kW降低到每小时2kW。通过高速分光技术实现两路光路自由转换,有效避免了XY移动模组频繁高速移动带来的误差,大大提升了产品良率。
end
猜你喜欢